139-2591-3620

139-2591-3620
型玻璃鋼化爐")
佛山市91成人小视频玻(bō)璃機械有限公司
聯係人:王先生
電話:0757-85507185
手機:13925913620
郵箱:837466960@qq.com
網址:www.dfhdgl.com
地址:佛(fó)山市三水區白坭鎮(zhèn)白金路(進港路口)白金工業區(qū)
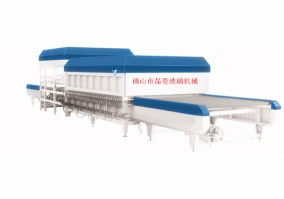
玻璃鋼化爐(Glass Tempering Furnace)是將普通玻璃加熱至軟化點後快速冷卻,使其表麵形成壓應力、內部形成張應力,從而提(tí)升(shēng)玻璃強度和耐熱性的關鍵設備。以下是標準的(de)操作流程及注意事項:
一、操作前準備
設備(bèi)檢查
檢查爐體、傳動輥道、加熱元件、冷卻風機、氣路/水路係統是(shì)否正常。
確認急停(tíng)按鈕(niǔ)、安全門、溫度傳感器等安全裝置有效(xiào)。
檢查壓(yā)縮(suō)空(kōng)氣壓力(通常(cháng)需≥0.6MPa)和冷卻水流量。
玻璃準備
清潔玻璃(lí):去除表麵油汙、灰(huī)塵(chén)(避免加熱時產生麻點或炸裂)。
尺寸校驗:確保(bǎo)玻璃尺寸符(fú)合爐內允許範圍(長、寬、厚度)。
邊緣處理:切割後的玻璃需磨(mó)邊,避免應力集中導致爆裂。
參數設定
根據玻璃厚度、類型(普通、Low-E等)設定:
加熱溫度(通常620~700℃)。
加熱時間(厚度(dù)×係數,如(rú)6mm玻璃約(yuē)40~60秒/mm)。
冷卻(què)風壓(yā)(厚度越小,風壓越高)。
輸入(rù)參(cān)數至控製係統(PLC或觸摸屏)。
化爐")
二、操作流程步驟
1. 裝(zhuāng)片
將玻璃(lí)平放於裝片(piàn)台,確保無重疊、無傾斜。
使用吸(xī)盤機或人工(戴耐熱手套)將玻璃送(sòng)入爐內進料輥道。
注意:
玻璃間距≥100mm,避免碰撞(zhuàng)。
Low-E玻璃需鍍膜麵朝上(shàng)(部分設備要求朝下,需按工藝調整)。
2. 加熱階(jiē)段
自動進爐:輥道(dào)將玻璃勻速送入加熱爐,爐門關閉。
溫度控製:
上部/下部加熱器同步(bù)加熱,溫差控製在(zài)±5℃內(nèi)。
實時監測玻璃(lí)表(biǎo)麵溫度(紅外測溫儀或(huò)熱電偶)。
均熱階段:玻璃達到軟化點後保溫,確保溫度均勻。
3. 鋼化階段(淬冷(lěng))
快速(sù)出爐:加熱完成(chéng)後,玻璃迅速轉移至冷(lěng)卻段(duàn)。
高壓冷卻(què):
風機群高速送風(風壓可調,如6mm玻璃約0.8~1.2kPa)。
風柵噴嘴均勻冷(lěng)卻玻璃上下表麵。
冷卻時間:通常20~30秒,直(zhí)至玻璃溫度降至100℃以下。
4. 出片與檢驗
出片:鋼化玻璃經輥道(dào)輸送至卸片台(tái)。
質量檢驗:
外觀:無劃痕、氣泡、彩虹紋(應力(lì)斑)。
平(píng)整度:用直尺檢查彎曲度(≤0.3%為合格)。
碎片測試(抽檢(jiǎn)):碎裂後應為小顆粒(符合GB 15763.2標準)。
三、安全注(zhù)意事(shì)項
防燙傷:操作人員需穿戴耐高溫手套、護目鏡。
防爆玻(bō)璃:
嚴禁將鍍(dù)膜玻璃、夾膠玻璃直接(jiē)鋼化(需預處理)。
厚度<3mm或>19mm的玻璃需特殊工藝。
緊急處理:
玻璃卡爐時立即停機,手動(dòng)搖出輥道。
停電(diàn)時啟動(dòng)應急冷卻係統,防止爐內玻璃過熱。
設備維護:
定期清理輥道(避免陶瓷輥積垢導致(zhì)玻璃劃傷)。
校(xiào)準溫度傳感器和風壓儀表。
四、常見問題與解決
問題1:玻璃炸裂(liè)
原因:加熱不均、冷卻過快(kuài)、邊緣缺陷。
解決(jué):調整溫度曲(qǔ)線、降低初始風壓、檢查磨邊質量。
問題2:應力斑(彩虹紋)
原因:冷卻不均勻或溫度波動。
解決:優化(huà)風柵(shān)角度、清潔噴嘴、校準加熱(rè)區溫度。
問題3:玻璃彎曲
原(yuán)因:上下溫度差>10℃或輥道變(biàn)形。
解決:平衡加熱區溫度、更換變形輥道。
五、鋼化玻璃性能標準
強度:鋼化後(hòu)抗彎強度提(tí)高(gāo)4~5倍。
耐溫差:可承受200℃以上溫差(普通玻(bō)璃約80℃)。
安全性(xìng):碎裂後呈蜂窩狀鈍角小顆粒(lì)。
通過嚴格遵循(xún)上述流程和參數控製,可確保鋼化玻(bō)璃的成品率(lǜ)和性能達標。不同廠家的設備可能(néng)存在細節差(chà)異,建議結合設備手冊和工藝試驗優化參數。
 在線谘詢
在線谘詢






鋼化爐")
爐")




